关于防水产品结构设计的一般思路
多数产品防水主要是上下壳防水,按键防水,电池门防水,传感器引出部分防水。
常用的防水方法主要有打胶水,超声,二次啤塑,啤镶件,装O型圈等。 具体的防水结构设计也跟产品的防水等级要求有关。
防水不良的原因主要有塑胶变形;防水面不在一条线;O型圈预压太松或太紧;结构刚度不够;螺丝分布不均匀或滑牙等.
1。塑胶变形的弊端是明显的,防止变形的方法也很多,如改进胶口,改运水,
做加强骨,加大脱模斜度等.对于部分产品,引起变形的主要原因还是由于
受外形限制导致前后壳需曲面分型,或内部空间太小导致塑胶件壁厚变化大产引起的.
Example 1 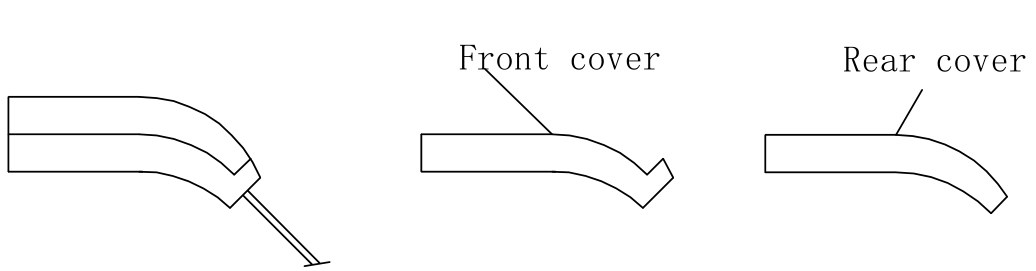
如图1所示形状产品,由于塑胶啤塑残余应力的影响,容易产生变形,这类 产品如果做防水,为减少变形,除增加加强骨,加大脱模斜度,相关位置增加顶出位外,必要时在产品刚啤塑出来时做夹具定位定型,并置于温水中自然冷却减少残余应力.当然,图示产品如果要做防水,不一定非要像图1右边那样做成上下盖结构, 这里只是举类似的范例.

如图2产品,在透明镜外有外壳,如果不需防水,左图结构虽然有少许变形,
仍然可用.如果透明镜还要和后壳通过O型圈防水,建议最好用右图接构,用0.15
的金属罩将LCD和PCB包住,打螺丝固定在镜片上,这样的塑胶啤塑变形要小一些.
2. 防水面不在一个面上,如图3所示的结构,O型圈摆放的面是不规则曲面,
当上下盖合壳后的防水线是不易连贯的,这样的防水效果多数不好.类似形状的超声处理效果也不好,应尽量避免.要保证防水线是连贯的,应尽量让防水线是单- 形状平面跟单一平面(或曲面)相交
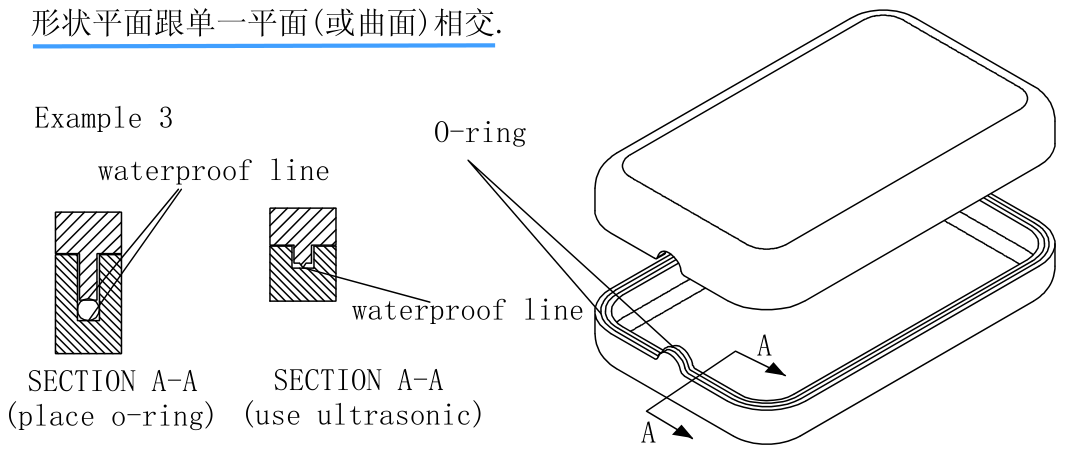
在图3A-A剖面,无论是放O型圈还是超声处理,我们将上下实际接触到的部分称为防水线.
3螺丝分布不均匀或滑牙,螺丝分布不均匀会导致O型圈预压太松或太紧,
O型圈局部松当然防水不良,但也不是压得越紧越好,压太紧会超出O型圈的屈服强度,当产品经过高低温测试后O型圈失去弹性.
自攻螺丝滑牙后在该处的联接力不足并导致防水不良,推荐如下结构;
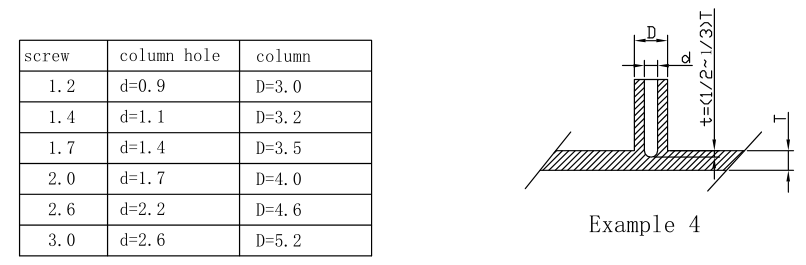
4 结构刚度不够,一般可以增加加强骨等方法.而针对我司产品,内部空间一般都较小,几乎没有地方加加强筋,所以必要的壁厚还是应该要的.
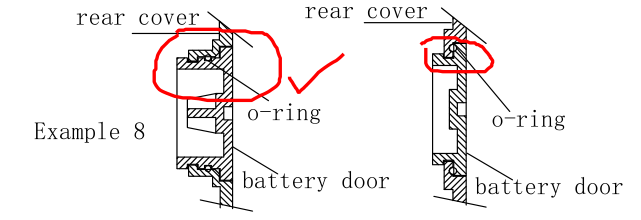
2 电池门防水.
如果是普通干电池,建议采用下图结构.

如果是钮扣电池,当空间足够时建议首选下图左图结构,右图为次选.
3 按键位防水
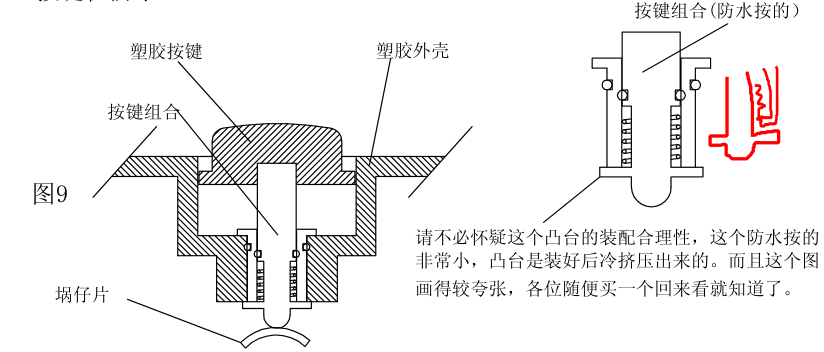
图9的按键组合在很多钟表产品上都用过,一般都能达到IP46等级,防水 效果符合多数要求.而且体积小,在许多钟表配件生产厂家是做为成品生产的, 从长度,最大外径,防水等级有多种规格供选择.在产品空间较小时建议用此结构方案.
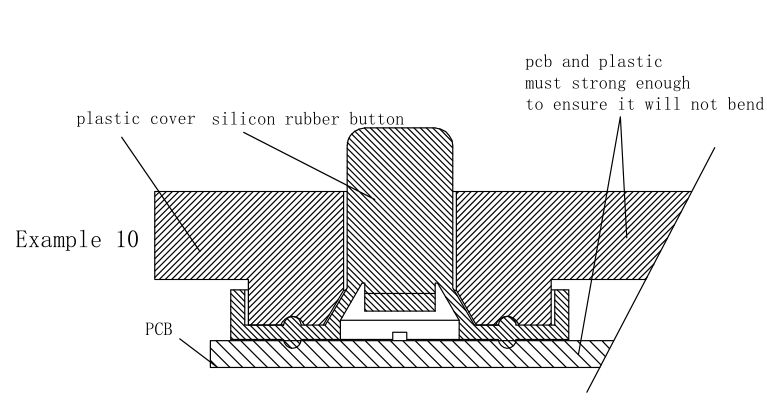
图10所示按键防水方式当产品内部空间足够时可适当采用,直接将硅胶按键 用PCB板打螺丝固定在塑胶上盖,做这种结构时,螺丝柱的间距要均匀,由于塑胶 件,按键,PCB板受力后弹性变形都较大,要尽量保证塑胶和线路板的结构刚性, 使弹性变化尽量反应在按键上,塑胶壁厚不宜薄,螺丝柱要有加强骨,固定线路板的螺丝柱数量要足够多.线路板的材料应用胶木板或刚性好的纤维板,厚度应
在1.6mm以上,必要时可在线路板和按键中加垫一块钢板.
4 引出线部分防水.
由于某些电器元件引出线要另外加工后在跟线路板联接,这样的结构可采用
箱式结构,既将需防水的各部分组件分别组装,再用外罩将几部分包在一起. 如图11,12所示产品可分为面罩,前盖,后盖组件几部分组成.
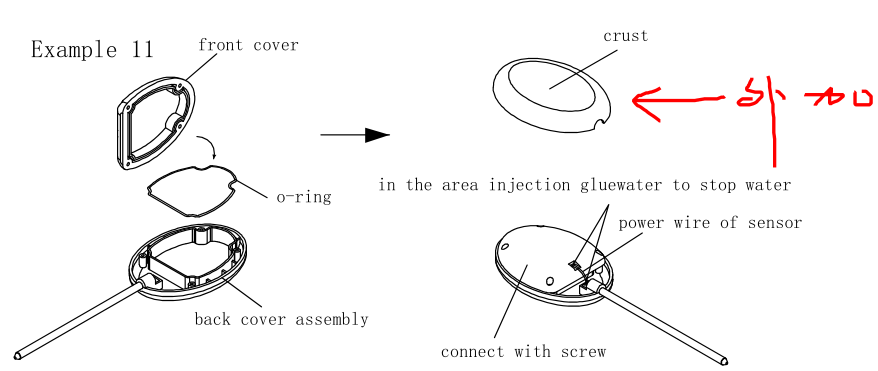
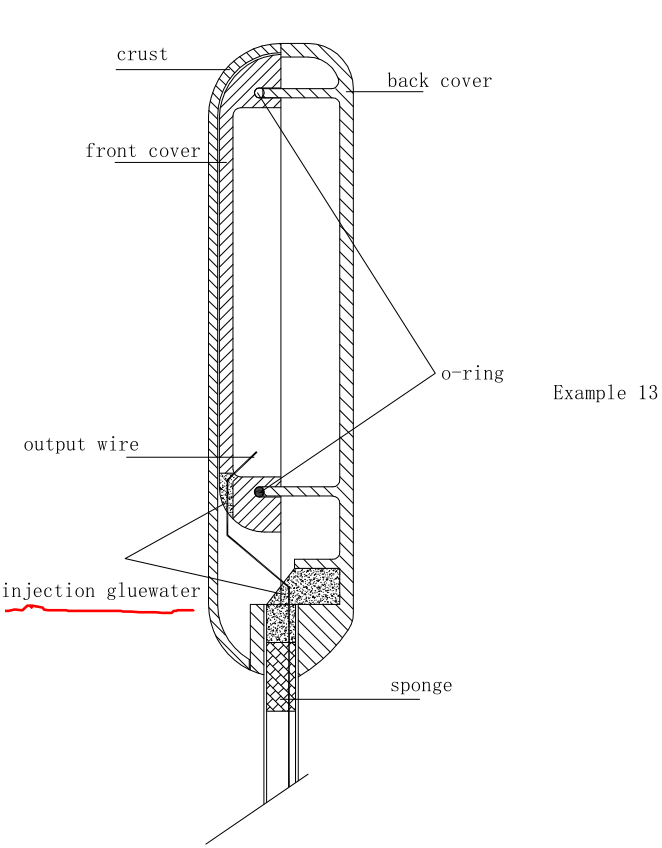
类似图12这样,先将后壳组件和海棉,胶水防水密封成半成品, 在将面盖和后壳用O形圈联接,而引出线通过面盖上的碰穿孔和内部
电器元件联接,并在面盖碰穿孔位打胶水密封,最后再用面罩通过扣位和前后盖半成品联接的方式,在一些潜水灯,鱼缸观赏灯上都用过,我们将类似 的结构称为箱式结构.
当然,防水结构并不只有以上几种,好像二次啤塑,硅橡胶过盈挤压等. 另外,很多产品尚须通过高低温测试,所以塑胶的材料选择也很重要,
例如图12所示产品,面盖.底壳用PC较好,而面罩则用PC或阻燃ABS都可. 因为PC的热变形温度130-140度,长时间耐热温度为120度,溶点为130-160 而多数产品整机最高测试温度大约为80-90度.至于其它
产品则须根据具体情况而定.
我这里只是举常见的一些例子,欢迎各位提出更多更好的建议.
常见防水结构补充说明:
上下盖防水一般:
- 加防水圈…
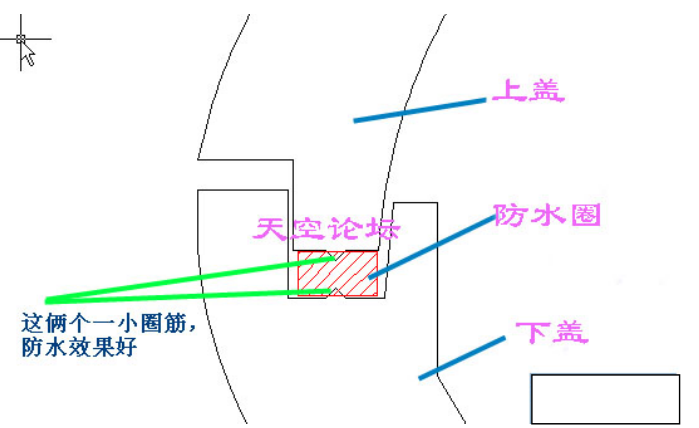
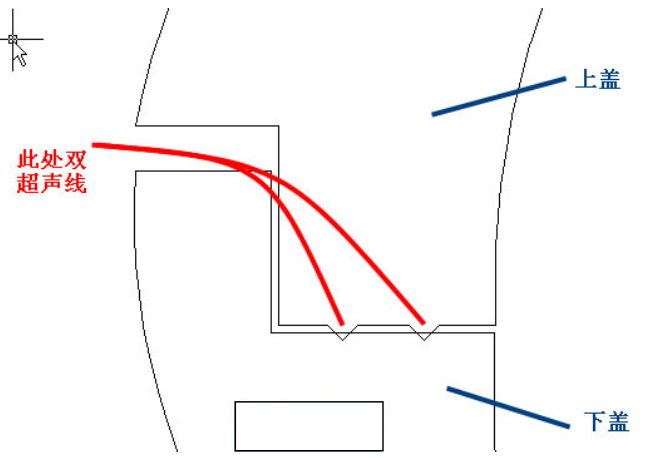
- 超声波(有双超声线的)
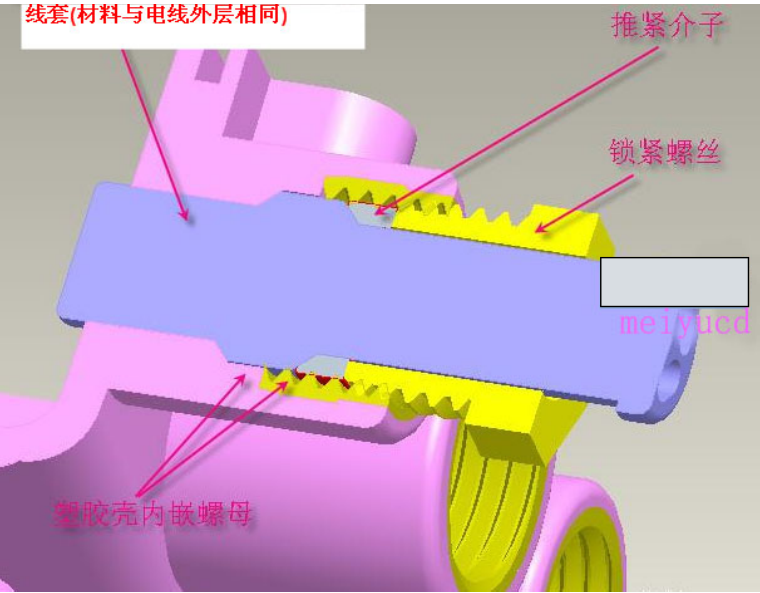
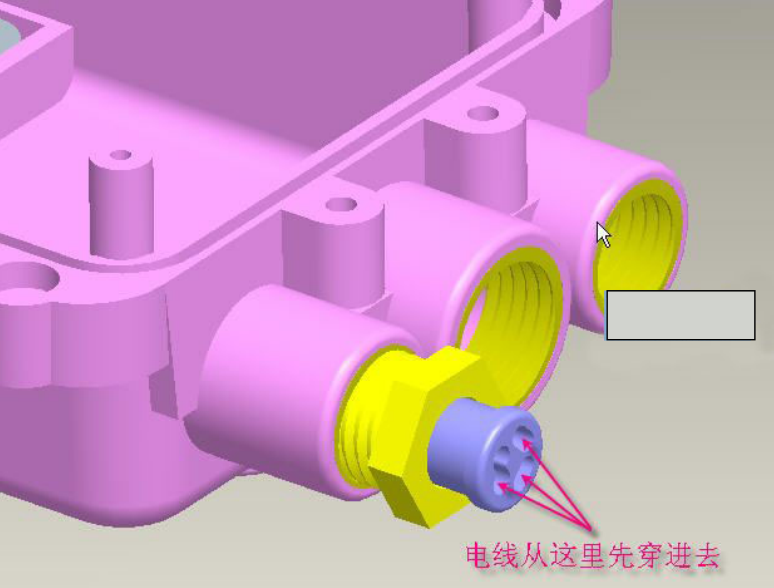
出线部分:
贴俩张图,应该会明白
螺丝防水
- 是在螺丝上套个小圈就可以了
- 在上下螺丝柱上做结构家一个圈就好了.
转载请注明本文永久链接: http://www.fobgavin.com/waterproof-design.html