一. 马口铁介绍
1. 马口铁发展简史
马口铁又名镀锡铁,是电镀锡薄钢板的俗称,英文缩写为SPTE,是指两面镀有商业纯锡的冷轧低碳薄钢板或钢带。锡主要起防止腐蚀与生锈的作用。它将钢的强度和成型性与锡的耐蚀性、锡焊性和美观的外表结合于一种材料之中,具有耐腐蚀、无毒、强度高、延展性好的特性。
马口铁是表面镀有一层锡的铁皮,它不易生锈,又叫镀锡铁。这种镀层钢板在中国很长时间称为“马口铁”,有人认为由于当时制造罐头用的镀锡薄板是从澳门(英文名Macao可读作马口)进口的,所以叫“马口铁”。也有其他说法,如中国过去用这种镀锡薄板制造煤油灯的灯头,形如马口,所以叫“马口铁”。“马口铁”这个名称不确切,因此,1973年中国镀锡薄板会议时已正名为镀锡薄板,正式文件不再使用“马口铁”这个名称。
马口铁起源于波希米亚(今捷克和斯洛伐克境内)。1810年,世界第一只马口铁罐由英国人发明。1847年,美国发明制罐机器,代替了手工制罐。于二十世纪九十年代,制罐技术得以提升,制罐速度加快,马口铁罐才逐渐走入了人们的生活当中。全球马口铁的发展大致经历了以下几个阶段:
- 1914年以前,热轧单张热镀锡板发展期,镀锡板生产以英国领先。
- 1918~1940年,镀锡板以带卷形式生产。美国在镀锡板生产领域占统治地位。
- 1939至1960年,发展了电镀锡工艺,镀锡生产开始在发展中国家发展。
- 1960年至今,日本成为仅次于美国的第2大镀锡板生产国,第3世界的国家建设了不少电镀锡机组。
- 2015年,中国马口铁年度消费量为400万吨左右。
2. 马口铁的特性
马口铁的不透光性,以及铁上的锡会与充填时残存于铁盒内的氧气作用,这对于包装内容物来说,减少了被氧化的可能,对其保存至关重要;马口铁的金属延展性好,使得较复杂的罐型都能实现高精度、高速度生产。而良好的刚度,使得生产出来的铁盒能经受碰撞、振动和堆叠,便于运输和储存;便于回收处理,可循环使用,马口铁的环保性也优于塑料、纸包装。以上特性,使得马口铁包装被众多公司选择成为其产品包材。最重要的是,其金属质感,会体现出塑料包装、纸包装所不具备的贵重感。
马口铁不仅有优异的适合作为包装材质的性能,同时马口铁可制成不同的形状,使包装容器更具变化,促进了产品销售量的增长。可以说马口铁包装是艺术性和技术性相结合的创造性的劳动产物。
3. 马口铁是环保的包装材料
现有的容器包括铁罐、铝罐、纸类以及塑胶容器,这些容器的回收处理特性各有不同,但是以铁罐在回收处理上较其它包装材质容器为优。
1)低污染
铁罐容器中的主要原料马口铁,事实上是属于环境无害性,可自然分解的。当铁罐存在自然环境中,可自然地氧化而回复至原始氧化铁状态,回归自然,所以废铁罐的堆置是可由时间分解的,并不会残存造成环境污染。同时制造铁罐不必砍伐树木,不致破坏生态平衡。
2)可回收
铁罐本身便具有一项其它包装材质所没有的特性——可被磁铁吸附性,如此就可利用磁选机靠磁力将铁罐由废弃物中分离出来,利用此项特性可容易地达到回收垃圾中80 %铁罐的效果。而环保盖的发明,不但使铁罐的使用更安全、卫生,并且有效减少垃圾量,对回收作业有直接而明显的效益。
3)省资源
在去除铁罐上其它污染残留物方面,当前已发展出切碎机设备,能有效去除98 %以上的污染物,提供品质良好的废铁屑。另外美国方面也指出,铝易开盖的存在有利于废铁再制,因为其可降低炼钢时 Hot Metal的用量,减少整体钢铁制造上之成本。此外在节省能源方面,报告指出,利用马口铁废屑生产钢铁相较于铁矿生产,每吨废铁屑约可节省230立方米天然气的使用量,所以铁罐的回收再制过程可降低对全球性环境与能源的影响,符合未来产品趋势。
4. 马口铁杂罐包装常用材料厚度
常用厚度基本分为0.19mm、0.20mm、0.21mm、0.23mm、0.25mm及0.28mm。
5. 马口铁杂罐常用材料
常用材料包含光面铁、磨砂铁以及高亮铁。
6. 马口铁常规硬度介绍
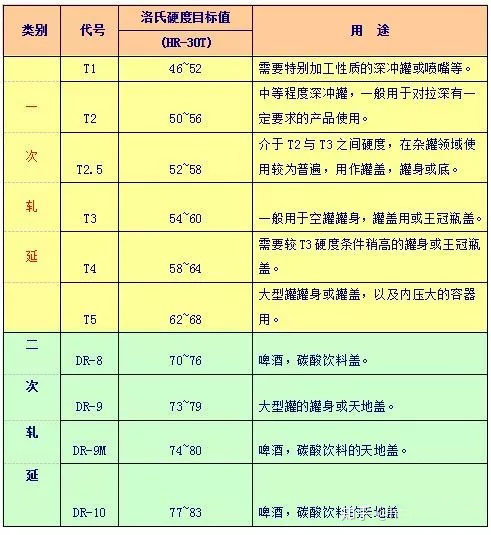
7. 马口铁镀锡量介绍
马口铁表面镀锡量的多少,以单位面积镀锡的重量表示,单位是g/m2。镀锡量是决定马口铁的耐蚀性能指标之一。使用时根据罐装的不同要求,可选用不同镀锡量的马口铁。
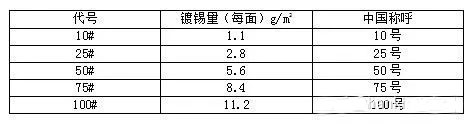
镀锡量越高,镀锡层厚度越厚,说明马口铁的光泽越好。与此同时,镀锡层越厚的马口铁在制罐时更容易有刮痕,损耗率更高。
为了降低成本,现在市场上也有了镀铬铁,甚至基板铁来代替镀锡铁。
二. 制罐工艺介绍
1. 传统马口铁杂罐工艺一览
相对奶粉罐及饮料罐等焊接罐,杂罐有造型独特,尺寸多变,单批次订单数量小等特点,故多数杂罐项目均以人工线制造为主,即由员工操作冲床制作。如下即为传统制罐流程:

2. 工艺介绍
1) 裁铁介绍
如上图所示,需要将马口铁卷带裁成一张张便于印刷的铁片大小。通常根据所裁铁片的尺寸应小于或等于1060*960mm, 这是印铁机能接受的最大尺寸。
2) 印铁介绍
现在大多铁盒都会印上精美的图案,使得铁盒不仅起到食物保鲜作用,还有外观装饰性的作用。马口铁印刷工艺在印铁生产线上作业完成,印铁生产线一般由进料装置、胶印机组、涂料机组、烘房及收片装置等设备组成。
马口铁印刷是靠滚筒在合适的印刷压力作用下,通过水墨平衡原理传递到铁皮表面的。
根据印刷图案设计效果,马口铁印刷之前会有两种预处理方式:一种是过白可丁,另一种是印白墨。过白可丁,即是在马口铁上涂上一层叫白可丁的印铁涂料。印白墨则是通过PS版往马口铁局部地方印上白墨(根据设计文档,在需要印刷图案的地方印上白墨以供彩色印刷)。
白色是一切画面的基色,有很高的明度,加入其它高能度的色相以后,能提高各色相明度而形成色阶。但过白可丁和印白墨两种不同的预处理,会带来不一样的印刷效果:
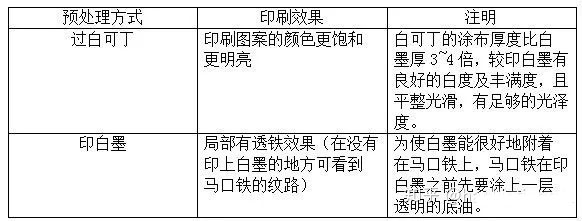
所以,在满版印刷,即整个马口铁上都印刷的时候选择过白可丁的预处理方式。想要体现铁的纹路,则选择印白墨的预处理方式。
无论是涂白可丁,还是过底油印白墨,预处理完毕的铁皮都要过烤炉烘干后才可进行下一阶段的印刷。
根据设计文档,做出印刷底片(一般为红、黄、蓝、黑四张底片,有时还有白色底片),然后在PS版(涂好感光性树脂层的铝质平板印刷版)上晒底片,PS版分为阳图型PS版和阴图型PS版。
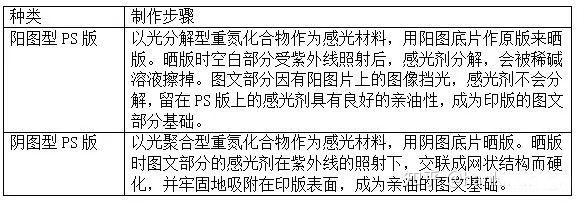
阳图型PS版和阴图型PS版的区别主要是感光效果,其他类似,一般采用阳图型PS版。
在制作好PS版后,装在印版辊筒上,与橡皮滚筒和压印滚筒在合适的印刷压力作用下,把PS版上的印刷图案转印在马口铁上。
双色机每次能印刷2色,每一次印刷都要通过高温烘烤,才能使油墨溶剂挥发结膜固化。
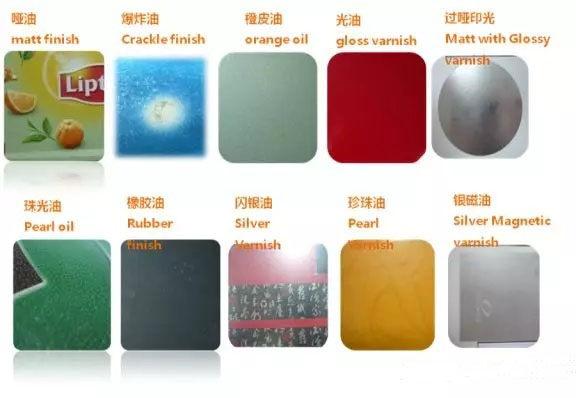
在马口铁印刷完之后,需过一层表面保护油以增加印铁(经过印刷之后的马口铁)的抗刮伤性能,同时也增加一定硬度,使印刷面涂膜具有一定的柔韧性和耐腐蚀性。不同的表面保护油都会赋予铁盒不一样的观感。以下为常用的保护油:
- 光油:保色性能好,能提高印刷颜色的鲜艳度和让铁盒更高光泽,符合消费者传统的审美习惯。
- 哑油:让印铁表面无光泽,具有纸质感,具有典雅的装饰效果。
- 过光印哑:也可以在印铁上过了一层光油的基础上,局部印哑油,光泽和触感的差异,通过反差凸现关键信息。
- 爆炸油:使印铁表面有层不规则爆炸的纹路,呈水晶般透明的鳞片状,光线反射使精美的印刷图案富有立体感,有种沙沙的感觉,有时还会有变彩效应,极具观赏性。
- 珠光油:让铁盒表面有层小水珠般的光泽,衬托印刷图文光彩明亮。
- 橙皮油:会让印铁有相应的触感,有点像橙子皮表面的纹路。
- 橡胶油:使用该油,摸起来手感软软的,完全没有铁的感觉了。
以下为各种油的效果图:
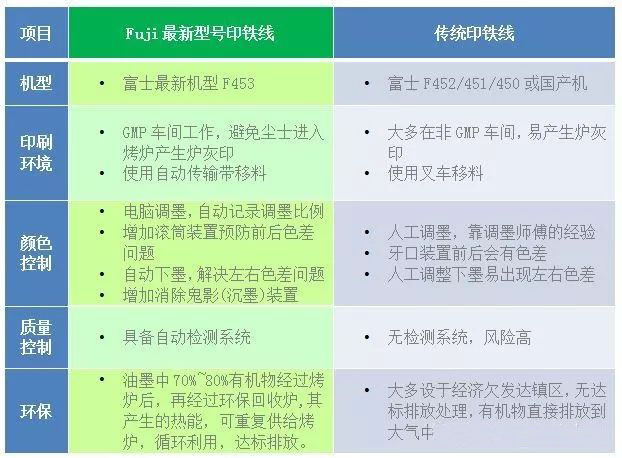
就杂罐行业而言,兼顾质量及成本两个方面,最合适的是使用双色机印刷(双色机的印刷效率比单色印刷机的高,同时印刷质量比四色印刷机要好)。目前双色机使用最好的是日本的FUJI印铁线。F 453 是FUJI最新型号印铁线,对比如下:
3) 剪料
由于是人工制罐,需要将1060X960mm(印刷机滚筒的尺寸)规格的印铁,根据排版尺寸剪小,以便员工冲压制罐。该工序为员工操作剪料机完成。
4) 冲压
马口铁有很好的延展性,可冲压加工成为形状各异的罐子。一个铁盒通常由盖及罐身组成, 我们看看罐盖及罐身的常见结构及工艺。
如下是几种常见的盖子:(天地盖,一级盖,内外卷普通盖)

天地盖 一级盖 外卷盖
其他常用的盖子形式还有:易拉盖,推拉盖,螺纹盖,翻盖等形式。
如下是几种常见的罐身:(扣底,锣底,拉伸底)

拉伸底 锣底 扣底
扣底: 如果您不希望罐底有一条凸出的边,那就选择扣底。
锣底: 如果您希望密封性稍微好些,罐身四周有一圈凸出的线条,则请选择锣底。
拉伸底:尺寸小的两片铁盒,多数用拉伸底;常见的文具盒一般也是拉伸底结构。
除去结构简单和生产量大的铁盒是用自动线生产的,其他结构较复杂、生产量较小的铁盒则是人工冲压制成。
一个铁盒,无论大小,都是通过多个冲压工序冲压制成的,少则需要八九道工序,多则需要二三十道工序制成。而工序的多少与铁盒大小无关,主要看铁盒的结构及复杂程度。而制罐就是:根据铁盒的结构,制模师傅制作出相应的模具,工人通过模具对印铁进行冲压。有些铁盒看似相似,但由于个别结构的不一样,会导致在生产过程中冲压工序的顺序和工序数量不一样。但铁盒冲压的基本工序有:罐盖(罐底):开料—飞边—卷线;罐身:剪角—弯身—打骨—接骨—扣底(锣底)—卷边。
下一篇文章嘉维会分享一款镀锡铁烟盒的生产工艺流程介绍,让大家可以大致地了解制罐的冲压流程。当然,如果能亲身到制罐生产车间实地了解则效果更佳。